前 言
加工軸承套圈的彈簧夾頭通常為整體式結構, 但是在長期的使用過程中, 當夾頭磨損超過一定限度就會出現夾不牢工件現象, 直接影響加工精度和生產效率, 甚至彈簧夾頭報廢。要想提高夾頭的耐磨性, 就必須提高夾頭的硬度, 而硬度過高夾頭彈性減弱, 簧瓣易斷, 為此針對此問題設計了鑲塊式彈簧夾頭。
一、原有夾具結構
整體式彈簧夾頭由頭部-卡爪L1、簧瓣包括頭部在內的彈性部分L2、導向部分L3組成。彈簧夾頭夾緊工件用頭部L1, 夾頭彈性變形用簧瓣L2, 夾頭導向用L3。
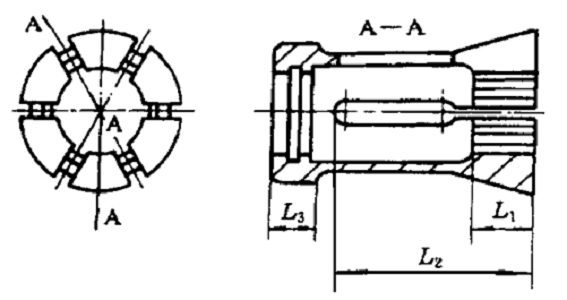 圖1 整體式彈簧夾頭結構
圖1 整體式彈簧夾頭結構
二、彈簧夾頭的改進
鑲塊式彈簧夾頭的結構如下圖所視, 它是由兩部分組成的, 一部分是夾頭體, 另一部分是卡塊, 二者通過螺釘相聯接。夾頭體有六個簧瓣, 工作時靠簧瓣的彈性變形來完成夾緊和鬆開動作, 夾頭體材料選用65Mn, 淬火硬度40~45HRC, 以保証夾頭的彈性; 而卡塊安裝在夾頭的爪部, 直接接觸工件, 卡塊是易磨損件, 卡塊材料可採用GCr15, 淬火硬度60~62HRC, 以增加耐磨性。鑲塊式彈簧夾頭在使用中曾出現過以下幾個問題:
(1) 由於夾頭製造誤差容易出現偏心, 車加工后的套圈會出現壁厚差現象。
(2) 卡塊任意裝入夾頭后, 測出卡塊圓度不好, 用這樣的卡塊夾緊套圈, 被加工后的套圈也會出現壁厚差超差現象。製造時必須想辦法加以克服。
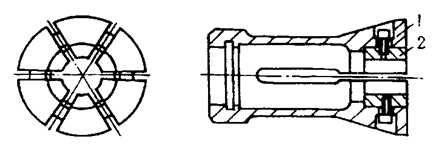 圖2 鑲塊式彈簧夾頭
圖2 鑲塊式彈簧夾頭
1-夾頭 2-卡塊
三、夾具體和夾具頭的加工精度保証
3.1精車夾頭的圓錐面, 用螺紋胎保証車加工精度
夾頭體在精車完各個面, 並鑽完等分孔后, 再車圓錐面, 車圓錐面時以螺紋面為定位基準, 設計一種螺紋胎, 它可以保証車圓錐面時車加工精度。加工原理如下圖所視, 首先把夾頭擰到螺紋胎上,然後把螺紋胎裝到機床主軸上, 用托板上的小刀架進行切削。
 圖3 夾頭外錐面車加工示意圖
圖3 夾頭外錐面車加工示意圖
3.2銑等分槽
在銑削加工夾頭上的分槽時,先用立銑刀銑20 mm×40 mm六等分槽, 然後再用片銑刀銑分瓣用的寬3 mm六等分窄槽,但是此槽不能銑通, 端面留有3~4 mm連觔, 使夾頭體還是整體, 保証夾頭熱處理后不變形及磨加工夾頭各個定位面的加工精度, 其加工原理如下圖:
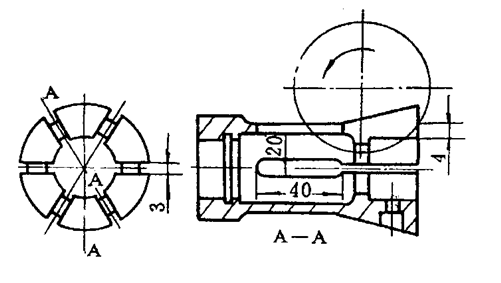 圖4 夾頭定位面加工原理
圖4 夾頭定位面加工原理
在以上加工之後要對夾具進行熱處理,但處理的部位要合理,夾頭頭部、尾部需淬火, 其硬度大概為40~ 45HRC, 夾頭中間部分不淬火, 以保証夾頭彈性。
3.3磨削夾頭圓錐面
在磨削加工夾頭圓錐面的時候同樣用螺紋胎保証磨加工精度。圓錐面是夾頭夾緊過程中的一個重要的定位面, 圓錐面精度的好與坏, 直接影響整個夾頭的精度,設計一套磨加工用螺紋胎夾緊卡頭, 定位基準還是選用螺紋面, 其磨削原理如下圖,磨完后的圓錐面相對於螺紋面同軸度可達0.1mm。
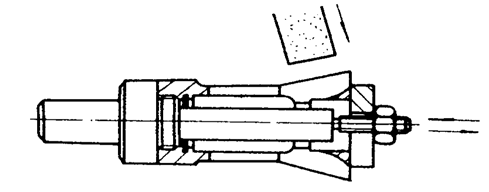 圖5 圓錐面的磨削原理
圖5 圓錐面的磨削原理
3.4磨削夾頭內徑
用磨內徑胎保証磨削加工的精度,夾頭的內徑也是一個定位面, 用夾頭內徑夾持卡塊, 再用卡塊夾緊工件, 所以內徑的精度也直接影響被加工工件的精度, 這就要求內徑和圓錐面必須同軸。我們設計一種特製的磨內徑胎具夾緊夾頭, 此胎是以圓錐面定位, 其磨削原理如下圖所視。磨削后夾頭的內徑相對於圓錐面同軸度一般可達0.02mm。夾頭頭部六瓣切開, 然後回火漲大。
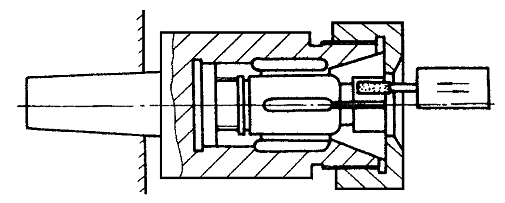 圖6 夾頭內孔的磨削原理
圖6 夾頭內孔的磨削原理
3.5磨夾頭導向面
同樣使用螺紋胎保証磨加工精度,導向面在夾頭中起導向作用, 要求導向面和圓錐面必須同軸。還是用磨圓錐面時用的螺紋胎夾緊夾頭, 其磨削原理如下圖所視。磨削后的導向面相對於圓錐面同軸度可達0.04 mm。夾頭的精度是通過以上五個部分的加工工藝及保証措施來達到的, 但是裝在夾頭裡面的卡塊精度的好與坏也直接影響整個夾頭的精度。
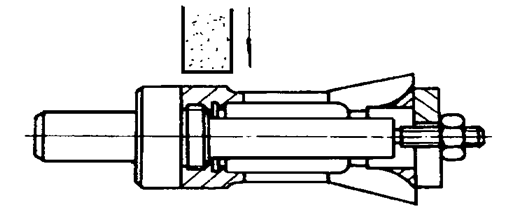 圖7 夾頭導向面的磨削原理
圖7 夾頭導向面的磨削原理
四、卡塊的加工工藝
4.1銑等分口
由於夾頭體是六瓣, 所以卡塊也是六瓣一組,在銑六等分口時, 口先不銑透, 徑向留有3~4 mm連觔, 使一組里的六個卡塊還是一體, 保証淬火后磨加工時一組卡塊的尺寸和精度一致, 銑削原理如下圖所視,一次可以銑削五~ 六個工件。給每套卡塊標註規格、組號, 再按順序給每一組里的每一塊卡塊標註順序號,卡塊材料選用軸承鋼, 淬火硬度一般為60~ 62HRC。
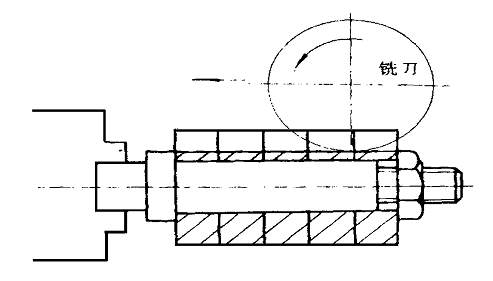 圖8 卡塊六分口的銑削原理
圖8 卡塊六分口的銑削原理
4.2徑磨
要求每組卡塊內徑、外徑必須同軸。首先磨內徑, 磨一批活時內徑尺寸要一致, 然後磨外徑, 磨外徑時用內徑定位, 保証內、外徑同軸。我們設計一個長150mm, 前後錐度差0. 02~ 0.03mm的芯棒。先把工件插緊在芯棒上, 然後把芯棒用頂尖頂上, 在 磨床上磨削外徑, 其磨削原理如下圖, 磨削后卡塊內、外徑同軸度可達0.02 mm。
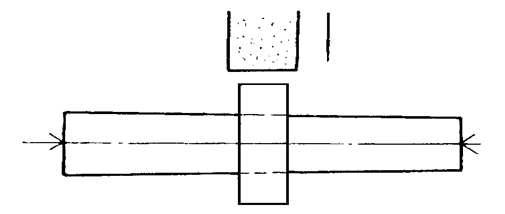 圖9 磨削卡塊外徑原理
圖9 磨削卡塊外徑原理
4.3切開六瓣, 並去毛刺,鑲塊式夾頭的中心定位精度除了取決于夾頭體和卡塊的製造精度之外, 應該注意以下幾點:
(1) 更換規格時, 只換卡塊, 不換夾頭體; 夾頭磨損后也只換卡塊。
(2) 卡塊必須分為6個一組, 成組保管, 成組使用, 不得混用。
(3) 安裝卡塊時必須按順序號排列, 否則會破坏卡塊自身精度, 車加工后的套圈會出現壁厚差超差現象。
結 語
針對原有的整體式彈簧夾頭結構,鑲塊式的創新式設計在提高夾頭精度的情況下保証了加工彈性,同時對加工的工藝進行了詳細的改進,用此方案進行夾具的製造,可以大大減少製造成本和降低加工的難度,減少材料不必要的浪費,提高了生產效率,可帶來巨大的經濟效益。